污水处理厂与污泥处理厂可燃气体安全解决方案
污水处理厂与污泥处理厂可燃气体安全解决方案
一、污水处理厂与污泥处理厂:易燃气体的潜在 “温床”
在污水处理与污泥处理过程中,有机物的厌氧分解、工业废水混合等环节会释放多种易燃气体,主要包括:
甲烷(CH?):污泥厌氧消化池、曝气池等区域,有机物发酵产生的甲烷浓度若超过 5%~15% 的爆炸极限,遇明火即可能引发爆炸。
氢气(H?):工业废水中的硫化物、有机物还原反应可产生氢气,其爆炸极限低至 4%,极易形成爆炸性混合物。
一氧化碳(CO):含碳有机物不完全燃烧或化工废水排放时,可能释放一氧化碳,不仅易燃,更会导致人员中毒。
二、易燃气体泄漏:环保生产中的 “隐形杀手”
这些易燃气体若未及时监测,将引发三重严重后果:
爆炸风险威胁生命财产:甲烷与空气混合达到爆炸极限时,静电、机械火花等均可触发爆炸,曾有案例显示某污水处理厂因甲烷泄漏引发爆燃,导致设备损毁及人员伤亡。
有毒气体危害职业健康:一氧化碳等气体泄漏易造成操作人员缺氧窒息,长期低浓度暴露也会引发慢性中毒。
环保合规性风险:根据《城镇污水处理厂污染物排放标准》,厂区内可燃气体浓度需严格监控,超标排放将面临环保处罚及停产整改。
三、艾伊科技 GTQ-AF110/AF111 探测器:定制化安全解决方案 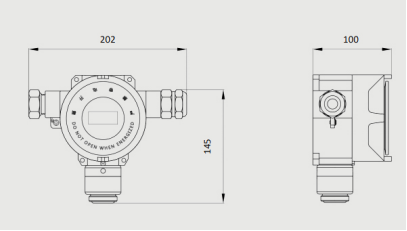
针对污水处理厂与污泥处理厂的复杂工况,艾伊科技推出的催化型点型可燃气体探测器,以 “精准检测 + 智能防护” 构建安全屏障:
核心技术直击痛点
采用高性能催化燃烧传感器,可实时监测甲烷、氢气等可燃气体,检测范围覆盖 3~100% LEL,响应时间<30 秒,即使微量泄漏也能快速预警。例如在污泥消化池顶部安装探测器,可实时捕捉甲烷浓度波动,避免气体积聚。
防爆设计适配恶劣环境
产品防爆等级达 Ex dibⅡCT6 Gb,不锈钢 + 铝合金材质搭配 IP66 防护等级,可抵御污水厂潮湿、腐蚀性气体的侵蚀,即使在曝气池等高湿度区域也能稳定运行。
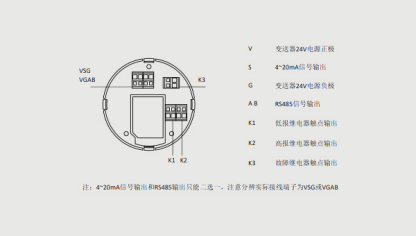
智能联动提升应急效率
内置低报、高报、故障三组开关量,可与厂区通风系统、消防装置联动,当气体浓度超标时,立即触发声光报警(大光圈视觉提示 + 蜂鸣警报),同时远程传输数据至中控室,实现 “检测 - 报警 - 处置” 全流程自动化。
易维护设计降低运维成本
模块化传感器支持热插拔,无需停机即可更换;红外遥控器实现无开盖操作,减少人员接触危险区域的频率,配合全中文菜单,运维人员可快速完成参数设置与校准。
结语:从 “被动应对” 到 “主动预防”,艾伊科技守护环保安全
作为深耕气体检测领域 17 年的专业厂商,艾伊科技已为上千家环保企业提供安全解决方案。GTQ-AF110/AF111 可燃气体探测器不仅满足《工贸企业有限空间作业安全规定》等法规要求,更以 “高可靠性 + 高性价比” 成为污水处理厂的优选。
----了解更多-工业气体检测方案----
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821




同类文章排行
- 南京市城市燃气:手持式激光甲烷遥测仪高效巡检解决方案
- 江苏省南通市城市燃气巡检:激光甲烷遥测仪高效守护管网安全
- 江苏省南京市城市燃气巡检:便携式激光遥测仪高效检漏
- 江苏无锡城市燃气巡检:激光遥感探测仪高效守护管网安全
- 激光甲烷遥测仪高效守护江苏苏州市燃气管网安全
- 安徽芜湖建材行业水泥厂管道粉尘泄露检测仪 精准监测方案
- 山东省石油炼装卸区在线固定式可燃气体报警器 安全监测解决方案
- 山东油气行业专用无线式有毒气体探测器 稳定监测更安全
- 山东省石油储罐便携式气体泄漏检测仪:精准守护罐区安全
- 内蒙古通辽市反刍动物养殖场粪污池专用气体浓度检测仪
最新资讯文章
您的浏览历史

